Eight-Time IC100 Honoree: Building Growth, Opportunity, and Manufacturing in Cleveland
June 19th, 2026The Importance Of Metal Pressing In Ensuring Smooth Manufacturing Operations
April 15th, 2026
A single metal component may pass through thousands of products without drawing attention, yet its precision shapes the performance of the final assembly. Manufacturing lines depend on parts that fit without adjustment, align without force, and repeat without variation.
This level of consistency does not come from manual fabrication. It comes from metal pressing, where controlled force shapes sheet metal into uniform components at remarkable speed.
Across industries, this method transforms flat stock into accurate forms that keep production lines stable and predictable from start to finish.
Understanding Metal Pressing in Modern Production
Metal pressing, often referred to as metal stamping, shapes sheet metal through a press tool made of punches and dies. Each stroke of the press forms, pierces, bends, or blanks the material into a defined profile. The result is a component that matches the previous one with very little deviation.
Unlike manual metalwork, this process relies on engineered tooling rather than operator judgment. That difference removes variation from part to part and allows manufacturers to run long production cycles with confidence. When thousands of components must perform the same function, metal pressing becomes a practical foundation for smooth operations.
Consistency that Supports Assembly Efficiency
Assembly lines depend on uniform parts. A bracket that varies by fractions of a millimeter can disrupt an entire workflow. Metal pressing eliminates this risk by producing identical parts in rapid succession.
This consistency improves more than fit. It reduces the need for inspection adjustments, rework, and sorting. Downstream processes move faster because parts arrive ready for use. Over time, this reliability contributes to stable production schedules and predictable output.
Lower Costs Through Repeatability and Speed
The economics of metal pressing become clear in high volumes. While a press tool requires upfront investment, the unit cost of each component drops significantly once production begins. Compared to cutting methods such as laser fabrication, pressing forms parts at a fraction of the cost per piece.
This advantage grows as volumes increase. A press can form components in seconds, which reduces labor input and shortens production time. Employees shift focus from repetitive shaping tasks to roles that add greater value across the operation.
Progressive die stamping increases this efficiency further. Multiple forming stages occur within a single press cycle as the material advances through the die.

Capability for Complex and Innovative Designs
Design limitations shrink when metal pressing becomes part of the manufacturing plan. Press tools can form intricate bends, embossed features, coined details, and pierced patterns within one controlled process.
Parts that would require multiple manual steps can be formed in a continuous cycle. This capability encourages engineers to design components that improve performance without concern for manufacturing difficulty.
Sample stamping during early design phases allows teams to test these shapes before full tooling begins. Observing how material reacts to forming forces guides design refinements that translate directly into production success.
Material Versatility in Metal Pressing
Metal pressing works across a wide range of materials and thicknesses. Stainless steel, aluminum, copper, brass, spring steel, HSLA, Galvanized steel, and mild steel each respond to press forces in unique ways. Press tooling accommodates these differences through tailored die geometry and controlled clearances.
This versatility allows manufacturers to select materials based on performance needs rather than fabrication limitations. From thin gauges to thicker stock, the process adapts to suit the application while maintaining repeatability.
Custom metal stamping services often use this flexibility to match material properties with part function, which improves long-term performance in demanding environments.
Partner With Talan Products for High-Volume Metal Stamping
At Talan Products, metal stamping drives everything we do. For nearly 40 years, we have refined progressive die metal stamping, aluminum stamping and fabrication, and tool and die design for high-volume production. Our ISO 9001:2015 registration, low PPM performance, and long-standing customer partnerships reflect a focus on precision and efficiency.
Let us work with you to turn engineered concepts into reliable, repeatable components at scale.
How To Design A Progressive Stamping Die For Efficiency And Accuracy
April 10th, 2026
A progressive die does not begin with steel. It begins with decisions made in the design phase that shape cost, accuracy, and long-term production performance. The path from flat strip to finished part depends on how well the die anticipates material movement, feeding behavior, springback, and tool interaction at every station. Small design choices affect strip stability, die life, and part quality across millions of cycles.
This article examines progressive stamping die design from a practical engineering viewpoint and explains how thoughtful planning leads to faster production, tighter tolerances, and lower scrap.
Understanding Progressive Stamping Die Design from the Start
Progressive stamping die design is the structured planning of how a sheet metal strip will move through multiple stations, with each stroke performing a defined operation. Piercing, forming, bending, drawing, and cutting occur in sequence while the part remains attached to a carrier strip until the final station.
This method allows progressive die stamping to produce complex parts at high speeds with consistent repeatability. Accuracy depends less on the press and more on how well the die controls strip position, material behavior, and tool alignment throughout the sequence.
The designer must think in terms of motion, not only geometry. The strip feeds forward one pitch at a time. Pilots register location. Lifters raise the strip. Strippers control material during punch withdrawal. Every component works together as a timed mechanical system.
Strip Layout and Sequence Planning Drive Everything
Strip layout represents the foundation of progressive stamping die design. It defines:
- Part orientation on the strip
- Order of operations
- Pitch distance between stations
- Carrier type and width
- Material utilization and scrap pattern
A poorly planned strip layout increases scrap, causes uneven forces, and leads to die wear or strip tipping. A well-planned layout distributes forming forces evenly and allows the strip to feed smoothly through the die.
The sequence of operations also matters. Piercing and notching usually occur early while the material remains flat. Forming and bending follow after the profile takes shape. This prevents distortion of holes and features during later operations. That said sometimes piercing must be done post forming to accommodate tolerance considerations of features.
In many sample stamping trials, engineers revise strip layouts several times before production tooling begins. These iterations expose feeding problems, grain direction issues, and force imbalance that only appear during testing.
Grain Direction and Part Orientation Affect Forming Accuracy
Sheet metal has grain direction from rolling. Forming with the grain can cause cracking, fatigue, or inconsistent bends. Rotating the part at an angle to the grain often improves durability and dimensional control, especially when tight tolerances are required.
This choice may increase material waste, but it improves part reliability. In high-volume progressive die stamping, fewer cracked parts and reduced tool stress offset the added scrap.
Part orientation also affects feed length. Shorter feed distances allow smoother strip movement, especially with thick materials and narrow strips.
Carrier Design Controls Strip Stability
The carrier, also called webs or ties, transports the part from station to station. Its design affects feeding stability, alignment, and scrap rate.
General carrier guidelines include:
- Width at least twice the material thickness
- Length that allows stretch and bending during forming
- Attachment points that allow easy removal and burr control
- Consistent carrier lengths if multiple carriers exist
Several carrier types serve different purposes:
Center Carriers
Located near the center of the part. Narrow center carriers allow forming around the part. Wide carriers limit forming to the sides but reduce scrap.
Inboard Carriers
Attached at two points, one near the center and one near the edge. This design balances strip movement.
Lance Carriers
Created by lancing instead of trimming. Scrap decreases but shaving may occur.
Outside Carriers
Attached outside the part profile. These allow forming near the center and often use lifter rails for balance.
One-Sided Carriers
Attached to only one side. This gives access for forming on three sides but may cause strip movement and alignment challenges.
Feed Height and Strip Lifting Influence Speed
After each stroke, the strip must lift slightly to break the oil seal and advance to the next station. Excessive lift slows production and increases vibration, which can misalign the strip.
Designers aim for minimal lift while maintaining clearance for formed features. Sagging between lifters can buckle carriers, especially with thin materials. Bar lifters that span between parts help maintain strip flatness.
Lower lift height leads to faster cycle times and more stable feeding in progressive die stamping.
Pilots Maintain Registration and Accuracy
Pilots align the strip before each operation. Without them, minor feeding errors accumulate and create tolerance drift across stations.
Pilots often enter holes pierced in early stations. However, if these holes require tight tolerances, using them as pilots may elongate them. In such cases, separate pilot holes on the carrier maintain accuracy.
When two sets of pilots are required, punching them simultaneously improves alignment.
Accurate piloting allows progressive stamping die design to maintain repeatability across long production runs.
Tooling Clearance and Material Behavior
Cutting clearance between punch and die opening affects edge quality and tool wear. Too little clearance increases force and dulls tooling. Too much clearance creates burrs and tapered edges.
Clearance depends on material type and thickness. Stainless steel stamping and aluminum stamping require different values due to ductility and hardness differences.
Springback also affects forming geometry. Designers intentionally over-bend parts in the die to compensate for material recovery after forming.
These factors become visible during sample stamping and early trials before full production begins.
Stripper Plates, Lifters, and Stock Guides Work Together
After a punch forms or pierces material, the strip tends to stick to the punch. The stripper plate holds the strip flat and removes it from the punch during retraction.
Lifters raise the strip slightly for advancement. Stock guides keep the strip centered during feeding. If these components lack proper spacing or alignment, the strip may twist or jam.
Their interaction forms the mechanical rhythm that allows smooth progressive die stamping at high speeds.
Die Set Alignment and Component Precision
The die set includes upper and lower shoes held in alignment by guide pins and bushings. Even slight misalignment can break punches or damage die inserts.
Punch holders secure the working components. Die blocks contain the cutting openings. These parts must maintain micron-level accuracy for long-term durability.
This precision allows progressive stamping die design to hold tight tolerances over millions of cycles.
Simulation and Digital Validation Reduce Risk
Modern die design uses simulation software to predict material flow, thinning, wrinkling, and springback before tool steel machining begins.
Engineers test multiple strip layouts digitally, optimize blank shapes for drawn parts, and adjust forming geometry virtually. This reduces trial-and-error during physical testing.
Digital validation shortens development time and leads to faster production readiness.
Design for Manufacturability Lowers Tooling Cost
Small part design changes reduce die complexity significantly:
- Larger bend radii reduce material stress
- Proper hole spacing prevents distortion near bends
- Reasonable tolerances avoid expensive tool steel and grinding processes
- Material selection affects forming behavior and tool wear
When designers consider these factors early, custom metal stamping services achieve better results with fewer adjustments later.
How Progressive Die Stamping Compares with Other Die Types
Progressive dies excel in high-volume production of complex parts. Each stroke produces a finished part while the strip advances.
Compound dies perform cutting operations in one station but lack forming capability. Transfer dies move individual parts between stations and suit large parts.
For small to medium components requiring multiple steps, progressive die stamping offers unmatched speed and repeatability.
Partner With Talan Products for High-Volume Progressive Die Stamping Solutions
At Talan Products, we apply decades of tool and die design knowledge to progressive die metal stamping, aluminum stamping and fabrication, stainless steel stamping, and fabricated aluminum extrusions. Our team focuses on strip stability, die longevity, and low PPM performance across high-volume production.
As an ISO 9001:2015 registered metal stamping partner with nearly 40 years of experience, we build tooling and processes that deliver accuracy, speed, and long-term value.
Connect with us to discuss your next project.
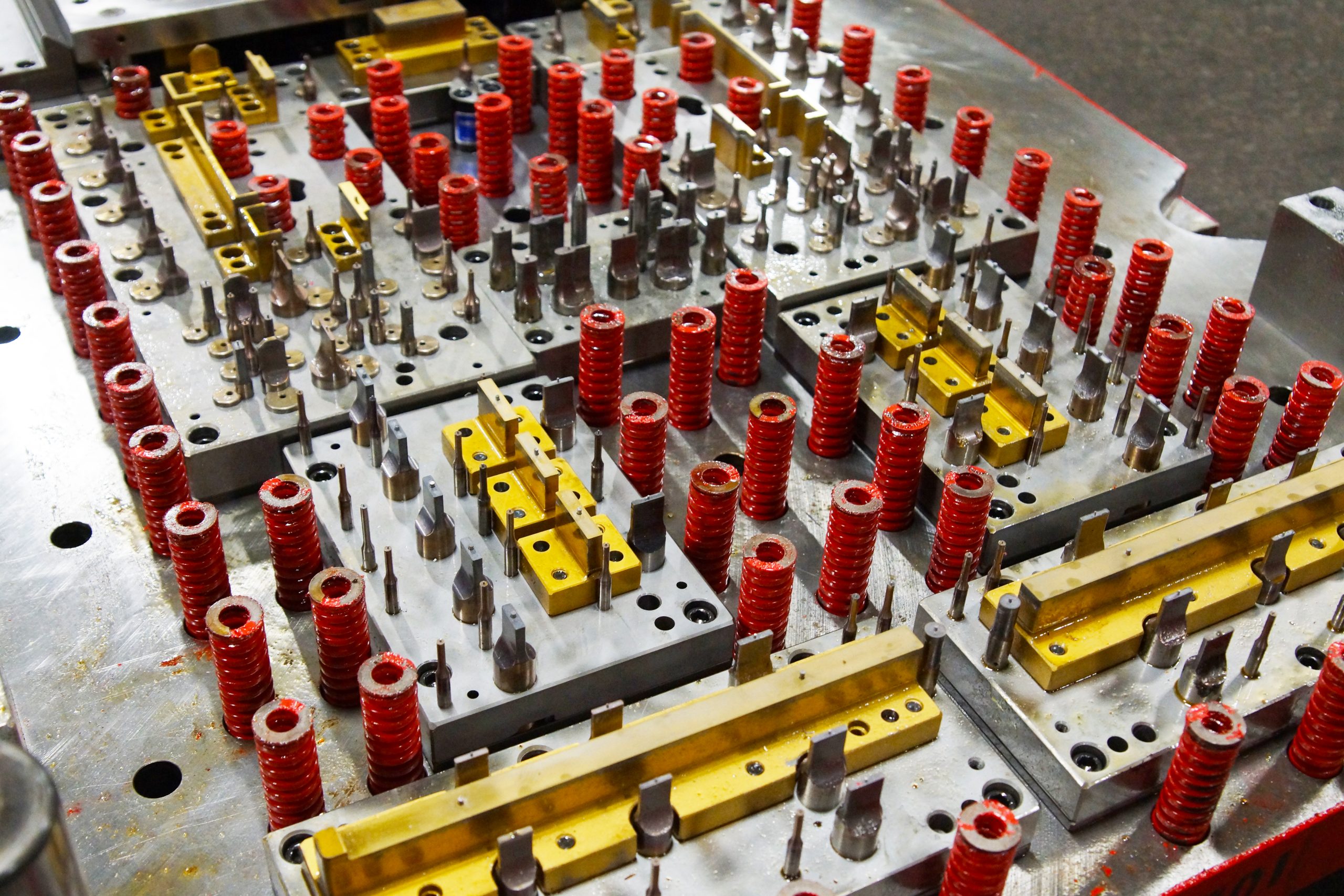
A Guide To Tool And Die Manufacturing
April 5th, 2026
Metal parts used in vehicles, appliances, electronics, and medical devices often begin long before production lines activate. They begin in a tool room. The accuracy of each stamped component depends on how well the tool and die system was designed, machined, fitted, and tested. A slight flaw at this stage can echo through thousands of parts later.
Tool and die work shapes how metal flows, bends, cuts, and forms under pressure. This discipline stands at the center of repeatable, high-volume metal stamping success across industries.
What “Tool and Die” Really Means in Manufacturing
The terms tool and die often appear together, yet they represent two related ideas. A tool is any mechanical device that cuts, forms, holds, or guides metal during fabrication. Fixtures, jigs, cutting tools, gauges, and molds all fall under this category. A die is a specific type of tool that changes the shape of metal through cutting or forming.
In metal stamping, dies carry the responsibility for shape. They determine hole placement, bend radii, draw depth, and part profile. Tools such as fixtures and jigs guide how the material moves through the process and how machines interact with the part. Together, they create the physical foundation that allows metal stamping to produce consistent parts at scale.
The Role of Tool and Die in Metal Stamping Accuracy
Every stamped part reflects the precision of its die. If clearances are off by fractions of a millimeter, burrs appear. If alignment shifts, hole patterns drift. If forming surfaces lack proper polish, surface finish degrades. Tool and die work removes these risks before production begins.
This preparation supports:
- Predictable part geometry
- Stable tolerances across long production runs
- Reduced scrap and rework
- Faster cycle times during progressive die stamping
Without well-built dies and supporting tools, even advanced presses and materials cannot achieve consistent results.
Tool Making vs. Die Making
Tool making covers a wide range of devices used during manufacturing. This includes fixtures that hold parts in place, jigs that guide tools, cutting implements, and specialized gauges used for inspection.
Die making focuses only on tools that shape metal. Dies cut blank shapes, punch holes, create bends, or form drawn features. These dies often consist of multiple components assembled into die sets, each part machined with extremely tight tolerances.
In progressive die stamping, a strip of metal travels through several stations inside one die set. Each station performs one action. The accuracy of every station depends on the craftsmanship of the die maker.
How Tool Rooms Connect With Production Floors
Tool and die engineering usually takes place in tool rooms, separate from production areas. These environments house skilled machinists and toolmakers who build, fit, and test dies before they reach the press.
This separation allows focused craftsmanship. Once dies move to the production floor, machinists and press operators rely on that prior work to maintain steady output. When problems arise, tools return to the tool room for adjustment or repair.
This relationship between tool room and press floor creates a feedback loop that strengthens long-term production stability, especially for custom metal stamping services where part designs vary.
The Importance of Clearance, Fit, and Tolerance
Die components operate with minimal clearance. Punches and die openings must align precisely to cut clean edges without excessive burr formation. Forming surfaces must match design intent to control how metal stretches during bends and draws.
Tool and die makers routinely machine parts to tolerances smaller than one-thousandth of an inch. This level of precision determines:
- Edge quality after cutting
- Bend accuracy after forming
- Part repeatability in high volumes
- Tool life across long runs
Poor clearance leads to rapid wear, damaged parts, and frequent downtime.

Jigs and Fixtures: Supporting Accuracy Beyond the Die
Jigs and fixtures do not shape metal, yet they guide how parts move through manufacturing. A jig directs a cutting tool. A fixture holds the workpiece in a fixed position.
These devices reduce variation. They keep parts aligned for secondary operations such as tapping, welding, or inspection. Even in automated environments, fixtures hold value because every part still requires stable positioning during production.
For sample stamping and short runs, jigs and fixtures allow testing and validation before final dies enter high-volume production.
Tool and Die Engineering for Progressive Die Stamping
Progressive dies contain multiple stations, each performing a step in the part’s formation. The strip feeds forward after each press stroke. Timing, alignment, and station layout must work in harmony.
Tool and die engineers plan:
- Strip layout and progression sequence
- Carrier design to hold parts through stations
- Punch placement for hole accuracy
- Forming stations for bends and drawn features
Any mistake at this stage affects every part made afterward. This is why progressive die stamping depends heavily on tool and die expertise.
Training and Skill Behind Tool and Die Work
Tool and die makers usually complete years of on-the-job training combined with classroom study. Many follow structured apprenticeship programs that build skills in machining, materials science, blueprint reading, and precision measurement.
These professionals work as artisans within manufacturing. They interpret part drawings and translate them into physical tools capable of producing thousands or millions of identical components.
Their knowledge extends beyond metal. Plastics, wood, pneumatics, and electronics often appear in fixture and jig construction. This broad expertise supports diverse manufacturing environments.
How Talan Products Advances Tool and Die Excellence
At Talan Products, tool and die design stands at the center of our high-volume metal stamping work. Our teams build dies that support progressive die stamping, and aluminum extrusion fabrication with long-term accuracy. Nearly 40 years of experience, ISO 9000:2015 registration, and strong customer partnerships guide every project.
Connect with us to turn precise tooling into reliable production results.
Talan Products is pet friendly
August 1st, 2018Our first VLOG! Hear Steve Peplin talk about pet friendly workplaces and our being pet friendly at Talan Products.
Crain’s cites Talan among reasons to be optimistic about manufacturing
August 17th, 2016All around the country, there are indicators that the manufacturing sector is on the rebound, from increased consumer spending to expansion in economic activity throughout the first half of 2016.
The improvement in the manufacturing sector is reflected in the strong performance of Northeast Ohio manufacturing companies, including Talan Products. Talan was recently featured in a Crain’s Cleveland Business article discussing the upward trend in manufacturing throughout the region.
Read the article here.
Talan shares our top safety tips with FMA
August 3rd, 2016It’s no secret that Talan’s top priority is the safety of our employees, and it shows in our record. We’ve gone more than 1,600 days on the job – over four full years – without a lost-time accident, while growing sales by 35 percent per year.
What is the key to maintaining a great safety record? We believe it starts with placing safety at the heart of everything you do. Recently, we shared our safety best practices with Fabricators & Manufacturers Association, Intl.® (FMA), including advice on how to establish a safety culture.
Read the full story.
Metal Stamped Construction Components Featured In Crain’s Story On The Overall US Housing Market
April 3rd, 2013Crain’s Cleveland Business reporter Dan Shingler recently spoke with Talan Products’ President, Steve Peplin about the resurgence of residential building and how that resurgence in turn affects our business. Steve mentioned having met with a client and reviewing the ABI – the Architectural Billings Index which is a gauge of construction activity. The ABI has been charting up nicely indicating there’s some positive improvement in building.
A couple great quotes from the story, which can be read here on Crain’s Cleveland Business.
Mr. Peplin said his construction-related sales are up by more than 10% in the last six months due to increased construction activity. The vast majority of Talan’s products are linked to the construction market, Mr. Peplin said. That includes items such as brackets and other parts used in the actual construction of homes and commercial buildings, as well as parts for solar panels that are, more often than not, linked to a construction project.
So when data show that construction in the United States is on the way up, that’s a good indicator that Mr. Peplin’s business also will be on the rise, he said. Lately, he has seen signs of strength from more than just the ABI. For instance, the U.S. Department of Commerce reported on March 19 that housing starts for February were at 917,000 nationally — up 10% from the month before and at their highest levels since the recession brought hammering to a halt.
As Mr. Shingler points out in the article, lots of new construction requires lots of stamped metal parts. And as metal stamping companies like Talan add customers and production, we ultimately wind up adding employees to keep pace. So stay tuned!
Progressive Stamping Equipment
April 4th, 2012Talan operates 24 presses ranging up to 400 ton SSDC. Press bed sizes are up to 105″ x 50″. Press stroke ranges from 2″ to 8″ for stamping. Our physical plant is 4 acres under one roof & arranged for the most efficient material handling possible. Sometimes, customers like to ‘peek behind the curtain’ at our high speed stamping equipment. Feel free to view a complete list of equipment we use for stamping metal parts.
Talan has Beaten the Odds against Metal Stamping Companies
October 28th, 2011 Still Smiling: Steve Peplin Tells Crain’s Cleveland Business How Talan has Beaten the Odds against
Still Smiling: Steve Peplin Tells Crain’s Cleveland Business How Talan has Beaten the Odds against
Metal Stamping Companies.
 Still Smiling: Steve Peplin Tells Crain’s Cleveland Business How Talan has Beaten the Odds against
Still Smiling: Steve Peplin Tells Crain’s Cleveland Business How Talan has Beaten the Odds against
Dan Shingler of Crain’s Cleveland Business wondered why Steve Peplin, CEO of Talan Products, is still smiling, so he recently visited the Cleveland based metal stamping company to learn more. Although Talan manufactures metal stampings for a variety of applications, the construction market, which represents a significant portion of Peplin’s customer base, has been particularly hard hit by the recent economic slow-down. (more…)
From Progressive Die Stamper to Trusted Partner
June 1st, 2011Steve Peplin Discusses Talan’s Commitment to Relationship Building For IndustryWeek
In a recent IndustryWeek article, Julie Jusko discusses strategies for building mutually advantageous customer-supplier partnerships. According to Jusko, effective customer-supplier partnerships start with effective two way communication. Conventional wisdom often stresses suppliers listening to customer needs, but customers can learn from suppliers too. The result of this paradigm shift is often the discovery of cost saving ideas that benefit the customer. Jusko also points out that effective partnerships are often formed and nurtured at the C-Level. CEOs need to set the right tone for a collaborative relationship to flourish. Jusko’s emphasizes the notion of developing mutual benefits for no true partnership can be born out of a one-sided relationship. Talan’s own CEO, Steve Peplin is cited on this score, noting that one of his company’s guiding principles is to develop relationships which in turn become integral to the success of his customers. Jusko reminds her readers that effective partnerships require constant care and feeding, much like relationships between people. Partnerships take time and effort, but the rewards of better customer-supplier relationships will include a positive impact on your organization’s bottom line.
About IW-IndustryWeek uses print media and an online presence to connect C-level decision-makers within the manufacturing sector to share strategies that inspire action. IndustryWeek is widely read and consulted among corporate and executive leadership; operations and plant management; along with engineering, research and development, IT, and purchasing and sourcing management.
Progressive Die Stamping Company Utilizes LEAN Manufacturing
February 10th, 2011A manager can’t pick up a business magazine or book that doesn’t extol the virtues of lean manufacturing. The benefits—reduced costs, less scrap and improved customer service, to name a few—are well documented.
But few small manufacturers are implementing “lean.” Maybe it seems like a big-company strategy requiring the hiring of consultants and additional training, and maybe it seems like it’s just not for your company. After all, everybody talks about the Toyota Production System but is anybody telling us what assembling cars and stamping metal parts have in common? Or,maybe it’s just the name of the concept itself. After all, you’re probably pretty lean as it is. (more…)
Stainless Steel Stampings provide a high degree of corrosion resistance and a long wearing, brilliant finish.
Because stainless steel offers greater tensile strength than carbon steel, heavier stamping presses are needed in order to effectively form the finished product. Talan Products operates 22 presses ranging up to 400 ton SSDC, with press bed sizes are up to 105″ x 50″, and press stroke ranges from 2″ to 8″ for stamping even the most difficult stainless steel materials. Our equipment, combined with a highly skilled work force, and ISO 9001 quality standards, take your stainless steel stamping from the drawing board to completion on time and on budget. Best of all, stainless steel stampings can be produced in a wide variety of grades and surface finishes suiting your specifications.
Physical properties of Stainless Steel
Stainless steel (also known as corrosion resistant steel or CRES) is defined as a steel alloy with a minimum of 10.5 or 11% chromium content by mass. Stainless steel offers better corrosion resistance than carbon steel, but it is not stain-proof. There are different grades and surface finishes of stainless steel to suit the environment the alloy must endure. Stainless steel is used where both the properties of steel and resistance to corrosion are required.
Stainless steel differs from carbon steel by the amount of chromium present. Unprotected carbon steel rusts readily when exposed to air and moisture. This iron oxide film (also known as rust) is active and accelerates corrosion by forming more iron oxide. Stainless steels contain sufficient chromium to form a passive film of chromium oxide, which prevents further surface corrosion and blocks corrosion from spreading into the metal’s internal structure.
Stampings From Austenitic / 300 Series Stainless Steel
Austenitic Stainless Steel (300 series) is used for the vast majority of stainless steel stamping projects. 3oo series stainless steels are non-magnetic, and possess high ductility, low yield stress and relatively high ultimate tensile strength when compared to carbon grade steels. Austenitic stainless steel also offers corrosion resistance in the atmosphere, in many aqueous media, in the presence of foods, and in oxidizing acids such as nitric acid. Non-magnetic properties combined with exceptional durability at a wide range of temperatures make 300 series stainless steels an excellent selection for a wide variety of applications. The most common austenitic steel is Type 304 (also known as T304, 304, and 18/8 which describes the composition of 18% chromium and 8% nickel). The second most common form of austenitic steel, Type 316 stainless is used widely for food, surgical and medical, and pharmaceutical applications.
Stainless Steel Applications
Stainless steel’s resistance to corrosion and staining, ease of care, and brilliant, shiny appearance make it an ideal material for many applications, including:
- Appliances
- Automotive
- Cookware and Food Grade Applications
- Medical and Surgical
Contact the Stainless Steel Stamping Experts
If high volume, low cost, progressive die stainless steel stampings made with ISO 9001 certifications are required for your project, contact the experts at Talan products. Learn more about our stainless steel stamping capabilities, or submit your drawing here.
Streamlining Supply Chain Operations in a Progressive Die Metal Stamping Company
November 17th, 2010For many companies, the most advantageous cost-savings efforts during a recession are within their supply chain operations.
But leaders know these types of changes can be the most challenging to implement. Talan Products CEO Steve Peplin joined with Patrick Lo, CEO of NETGEAR to create the PNC- sponsored webinar: “How to Drive Immediate Supply Chain Cost Savings.”
Below are some excerpts and a link to the webinar and transcript.
Given the truly global nature of today’s economy, the U.S. slowdown had serious impacts on businesses and nations around the world. Rapidly declining customer requests began to catch up with companies that had stocked inventory to meet previously high demand. Business leaders everywhere quickly found themselves pondering their companies’ futures and facing tough choices – such as which operational changes to make to help their companies survive.
In 2008 and 2009, Peplin’s progressive die metal stamping company was faced with a convergence of no sales, high-cost inventory and plummeting product value due to record-low commodity prices. The only thing to do was to explain the situation and ask for help. “It felt like we were looking into the abyss,” recalls Peplin. “When we called our vendors to ask if they were willing to work with us, to extend terms, they were concerned that we might go under, but that wasn’t an issue for us. We went into the recession with a very strong balance sheet, which helped us convince our suppliers that we weren’t going anywhere.”
Creative Strategies for Cash Flow
Peplin says that, in order to survive, his company had to become more proficient in commodities metals management. His progressive stamping company partnered with its materials suppliers to blend in spot market, low-cost metals with its existing contracts.
“We already had metal to stamp, so we had to negotiate extended deliveries on the high-priced material, and blend in some lower cost material to offset it,” Peplin says. “We asked for special terms. We also had to get people to believe in us, to know that we weren’t going anywhere – and to know that the situation was temporary until we could get back to some longer term business.”
To soften the blow, Peplin says that he pushed out the higher-priced materials, in some cases by an entire year. Because steel prices had dropped by about 65 percent, many Talan customers only wanted to pay the market price.
For the webinar and full transcript see www.pnc.com/manufacturers
—-
Talan Products is a progressive die metal stamping company based in Cleveland, OH. Talan Products has the stamping machinery necessary to stamp high-volume orders of various metal products. By utilizing progressive die stamping, Talan Products is capable of stamping parts requiring a complex series of bends and perforations.
Progressive Die Stamper Talan Products Listed on the Inner City 100 List for Fourth Time
January 14th, 2010In the middle of 2010, during a year when the manufacturing sector was struggling to come out of a worldwide recession, Talan Products, Inc., the Cleveland Ohio metal stamping company made the Inner City 100 list for the third year in a row. 2010 marks the 4th win for the progressive stamping company with previous awards earned in 1999, the first year, 2008 (10th anniversary of the award), and 2009. The list is a national ranking of the fastest growing inner-city companies from the Initiative for a Competitive Inner City (ICIC) and Inc. Magazine ( View PDF of Award here ). The 2010 award represents Talan’s fourth time on the list in the 11 years of the award.
Progressive Die Metal Stamping Company Talan Products Receives Weatherhead 100 Award for 9th Time
January 14th, 2010Last month, Talan Products, a metal stamping company headquartered in Cleveland Ohio, was recognized for the 9th time as a 2009 recipient of the Weatherhead 100 award (https://weatherhead.case.edu/events/weatherhead100/). Talan Products award acknowledges and honors the manufacturer as one of the fastest growing companies in the Northeast Ohio region.
The Weatherhead 100, developed in 1987, identifies and honors the 100 fastest growing companies based on sales from 2004 through 2008. Companies must have had sales over $100,000 in 2004 and over $1 million in 2008. Additionally, winning companies must have employed a minimum of 16 full-time employees in 2008.
The Weatherhead 100 award is named for the internationally recognized Weatherhead School of Management at Case Western Reserve University. The school’s spirit of innovation has elevated its management programs to global prominence, earning Weatherhead a reputation as one of the most innovative business schools in the world.
The Weatherhead 100 is compiled and managed by Cleveland-based Council of Smaller Enterprises (COSE).
